


В условиях трансформации промышленного ландшафта Российской Федерации в 2026 году, проектирование пластиковых пресс-форм перестало быть просто инженерной задачей и превратилось в стратегический актив для производственных предприятий. С ростом внутреннего спроса на полимерную продукцию, обусловленным импортозамещением и развитием логистических платформ вроде Wildberries и Ozon, требования к качеству, скорости изготовления и стоимости оснастки достигли исторических максимумов. Инженеры и закупщики сегодня сталкиваются с необходимостью балансировать между передовыми технологиями аддитивного производства, традиционным литьем под давлением и жесткими бюджетными ограничениями. Эта статья представляет собой глубокий аналитический обзор рынка, основанный на актуальных данных выставок RosPlast и RosMould 2026, реальных котировках металлопроката и практическом опыте внедрения новых стандартов ГОСТ.
«Проектирование пластиковых пресс-форм в 2026 году — это не просто создание чертежа, это симбиоз материаловедения, термодинамики и цифрового моделирования, где ошибка в один микрон может стоить предприятию миллионов рублей убытков».
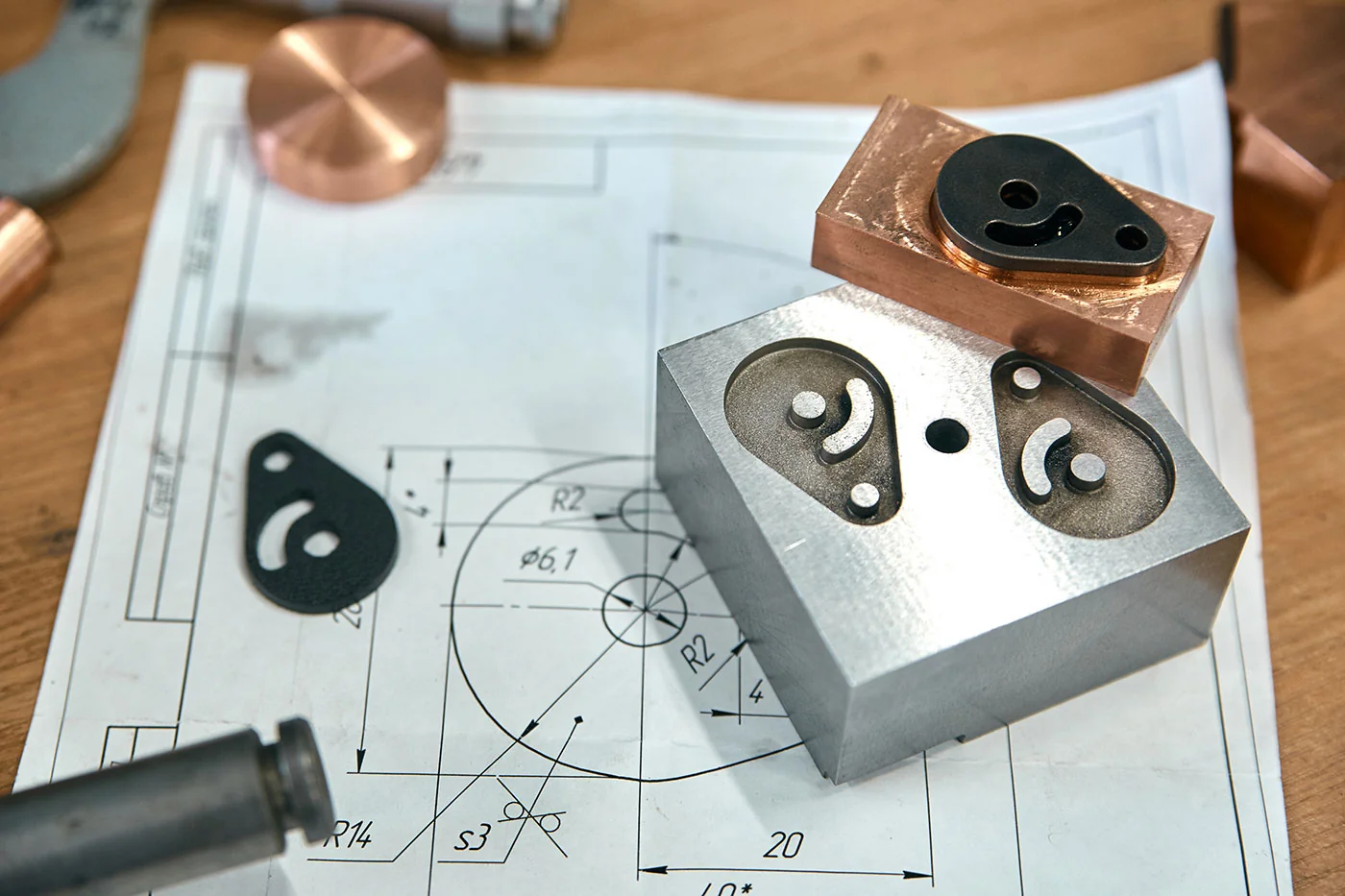
Эволюция технологических процессов: от чертежа до цифрового двойника
Современное проектирование пластиковых пресс-форм претерпело радикальные изменения за последние два года. Если еще в 2024 году основным инструментом инженера была система автоматизированного проектирования (CAD) с базовыми модулями анализа, то к середине 2026 года индустрия перешла к комплексным экосистемам, включающим цифровые двойники и предиктивную аналитику. Ключевым драйвером этих изменений стала необходимость сокращения времени выхода на рынок (Time-to-Market) в условиях высокой волатильности спроса.
На выставке RosPlast & RosMould & 3D-TECH 2026, прошедшей в апреле в Москве, было продемонстрировано, что более 70% ведущих российских инструментальных цехов внедрили процессы виртуального тестирования пресс-форм до этапа физической обработки металла. Это позволяет выявлять дефекты наполнения, усадки и коробления изделия на этапе проектирования. Использование методов конечных элементов (FEA) и вычислительной гидродинамики (CFD) стало стандартом де-факто для сложных изделий, таких как автомобильные бамперы, медицинские корпуса и технические элементы бытовой электроники.
Особое внимание уделяется интеграции данных о свойствах материалов. В условиях, когда цепочки поставок импортных полимеров перестроились, проектировщики работают с новыми марками полиэтилена, полипропилена и инженерных пластиков отечественного производства или из дружественных стран. Базы данных материалов обновляются в реальном времени, учитывая реологические свойства партий, поступающих на российские заводы. Ошибка в выборе коэффициента усадки из-за использования устаревших данных может привести к браку всей партии изделий, поэтому проектирование пластиковых пресс-форм теперь требует постоянной верификации входных параметров.
В этом контексте особую роль играют компании, способные предложить полный цикл решений — от разработки прецизионной оснастки до серийного выпуска компонентов. Ярким примером такого интегратора является ООО «Сучжоу Айсюнь Интеллектуальные Производственные Технологии». Специализируясь на изготовлении высокоточных мелких компонентов, компания успешно объединила компетенции в области штамповки, механической обработки и литья пластмасс под давлением. Их опыт создания пресс-форм для критически важных деталей — от автомобильных педалей, кронштейнов и накладок консолей до медицинских расходных материалов и защитных чехлов — демонстрирует, как грамотное проектирование позволяет удовлетворять потребности клиентов в комплексных закупках, обеспечивая стабильное качество в автомобильной, медицинской и электротехнической отраслях.
Роль аддитивных технологий в создании конформных каналов охлаждения
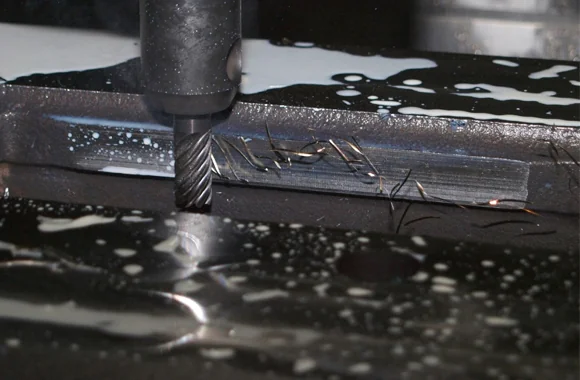
Одной из самых значимых инноваций, влияющих на экономику литья, стало широкое внедрение 3D-печати металлическим порошком при изготовлении вставок пресс-форм. Традиционное сверление каналов охлаждения ограничено прямолинейной геометрией, что часто приводит к неравномерному отводу тепла и увеличению цикла литья. Технологии селективного лазерного сплавления (SLM), представленные на секции 3D-TECH, позволяют создавать конформные каналы охлаждения, повторяющие контур отливаемой детали с точностью до десятых долей миллиметра.
Это решение особенно актуально для России с ее климатическими особенностями, где эффективность систем охлаждения критична не только для качества продукта, но и для энергопотребления предприятия. Внедрение конформного охлаждения позволяет сократить цикл литья на 20–30%, что при массовом производстве дает колоссальную экономию. Однако проектирование пластиковых пресс-форм с такими вставками требует совершенно иного подхода: инженер должен учитывать специфику послойного наращивания материала, возможные внутренние напряжения и необходимость последующей термообработки.
< table border="1" cellpadding="10" cellspacing="0" style="width:100%; border-collapse: collapse; margin: 20px 0;">
Несмотря на высокую начальную стоимость, анализ показывает, что для тиражей свыше 50 000 циклов использование аддитивных вставок становится экономически оправданным уже в первый год эксплуатации. Российские сервисные бюро, предлагающие печать из инструментальных сталей типа 1.2709 (аналог российских марок с добавлением кобальта), значительно расширили свои мощности к 2026 году, сделав эту технологию доступной не только для аэрокосмической отрасли, но и для производителей потребительских товаров.
Структура затрат и ценообразование в 2026 году
Вопрос стоимости остается самым болезненным для заказчиков. Проектирование пластиковых пресс-форм в текущих реалиях формируется под влиянием нескольких разнонаправленных факторов. С одной стороны, наблюдается стабилизация цен на отечественный металлопрокат, с другой — сохраняются логистические надбавки на импортные комплектующие (стандартные элементы нормалей, термоканалы, сенсоры).
По данным мониторинга рынка за первый квартал 2026 года, средняя стоимость одного килограмма готовой пресс-формы среднего класса сложности варьируется в диапазоне от 350 до 600 рублей, в зависимости от типа стали и требуемой точности. Для высокоточных медицинских или оптических форм цена может достигать 900–1200 рублей за килограмм. Важно понимать, что в эту стоимость заложено не только фрезерование и электроэрозия, но и интеллектуальная составляющая — работа конструкторов-технологов.
Ключевые компоненты стоимости:
- Материал формообразующих: Цены на инструментальные стали (Х12МФ, 40Х13, импортные аналоги типа P20, H13) демонстрируют умеренный рост вслед за индексом промышленного производства. Дефицит высококачественных легированных сталей для горячего деформирования частично компенсирован запуском новых линий на российских металлургических комбинатах.
- Нормали и стандартные элементы: Использование готовых плит и узлов от таких производителей, как LKM или российских аналогов (например, продукция компаний из Ленинградской области и Татарстана), позволяет сократить срок изготовления на 30%. Однако цены на качественные направляющие и толкатели остаются чувствительными к курсовым колебаниям.
- Системы горячеканального впрыска: Это самая дорогостоящая часть оснастки. В 2026 году наблюдается тренд на локализацию производства горячеканальных систем или их адаптацию из доступных источников. Проектирование под конкретную систему требует тщательного расчета температурных полей.
- Инженерные работы: Доля затрат на проектирование пластиковых пресс-форм в общей смете выросла до 15–20%. Это связано с усложнением задач: необходимость моделирования процессов, оптимизации литниковых систем и подготовки программ для 5-осевых станков.
«Экономия на этапе проектирования — это самый дорогой вид расточительства. Исправление ошибки в металле обходится в 10 раз дороже, чем корректировка 3D-модели, и в 50 раз дороже, если брак обнаружен уже в серии литья».
Для точного расчета стоимости заказчику необходимо предоставить исчерпывающий пакет данных: 3D-модель изделия в формате STEP или IGES, техническое задание с указанием предполагаемого материала литья, планируемого тиража и требований к качеству поверхности. Автоматизированные калькуляторы, появляющиеся на сайтах крупных инструментальных заводов, дают лишь ориентировочную оценку с погрешностью до 40%. Реальную цену можно получить только после проведения аудита конструкции и выбора технологии изготовления.
Влияние типа пластика на конструкцию оснастки
Выбор перерабатываемого материала диктует жесткие требования к конструкции формы. Агрессивные среды, высокие температуры или наличие абразивных наполнителей требуют применения специфических марок сталей и особых конструктивных решений. Например, при литье изделий из стеклонаполненного полиамида (PA66 GF30) скорость износа формообразующих возрастает многократно. В таких случаях проектирование пластиковых пресс-форм обязательно включает нанесение упрочняющих покрытий (нитрид титана, алмазоподобные покрытия) или использование сталей с повышенной твердостью (более 52–54 HRC).
С другой стороны, производство упаковки из полиолефинов (PE, PP) требует обеспечения высокой производительности и быстрого цикла. Здесь ключевым фактором становится эффективность системы охлаждения и надежность выталкивающей системы. Для медицинских применений, где требуется стерилизация паром или радиацией, необходимо использовать коррозионностойкие стали (типа 40Х13 или импортные аналоги серии 420) и избегать зон застоя материала. Именно такой дифференцированный подход позволяет таким производителям, как ООО «Сучжоу Айсюнь», успешно выпускать широкий ассортимент продукции — от рабочих колес и разъемов до автоматических выключателей, адаптируя технологию под специфику каждого материала.
< table border="1" cellpadding="10" cellspacing="0" style="width:100%; border-collapse: collapse; margin: 20px 0;">
Локализация и адаптация к российским условиям
Российский рынок инструмента в 2026 году характеризуется высоким уровнем зрелости. Компании, такие как «Леман Про», «Оснастка-Про» и ряд других лидеров отрасли, успешно заместили ушедших западных поставщиков в сегменте стандартных и среднесложных форм. Однако проектирование пластиковых пресс-форм для уникальных, высокотехнологичных задач все еще требует привлечения компетенций мирового уровня, которые теперь интегрируются через партнерство с азиатскими технопарками или за счет собственных разработок.
Критически важным аспектом является адаптация оборудования и оснастки к климатическим условиям эксплуатации. Хотя сами пресс-формы работают в цехах с контролируемым климатом, условия хранения, транспортировки и обслуживания в регионах Сибири и Дальнего Востока накладывают отпечаток на выбор материалов и защитных покрытий. Повышенная влажность, перепады температур при доставке требуют использования консервационных смазок нового поколения и коррозионностойких материалов для внешних элементов формы.
Кроме того, наблюдается рост спроса на ремонт и модернизацию существующего парка оснастки. Вместо заказа новых дорогих форм, многие предприятия предпочитают проводить реинжиниринг старых: заменять изношенные вставки, модернизировать системы охлаждения, внедрять новые датчики контроля процесса. Проектирование пластиковых пресс-форм в этом контексте включает этап обратного инжиниринга и создания цифровой копии физического объекта для последующего воспроизведения на ЧПУ станках.
Государственная поддержка в рамках программ развития машиностроения стимулирует инвестиции в собственные инструментальные производства. Субсидии на приобретение 5-осевых обрабатывающих центров и электроэрозионных станков позволяют региональным заводам повышать квалификацию и брать на себя задачи, ранее отдаваемые на аутсорсинг в Москву или за рубеж. Это создает здоровую конкурентную среду и снижает средние рыночные цены на услуги по изготовлению оснастки.
Стандартизация и нормативная база
В 2026 году отрасль активно переходит на обновленные версии национальных стандартов, гармонизированных с требованиями ЕАЭС. Соблюдение ГОСТ при проектировании пластиковых пресс-форм гарантирует взаимозаменяемость элементов и безопасность производственного процесса. Особое внимание уделяется стандартам на точность размеров, шероховатость поверхностей и методы контроля качества.
Использование унифицированных баз нормалей позволяет сократить сроки проектирования и изготовления. Российские производители нормалей научились обеспечивать точность, сопоставимую с европейскими брендами, при этом предлагая более гибкие условия поставки и сервисной поддержки. Интеграция библиотек стандартных элементов в популярные CAD-системы (Компас-3D, SolidWorks) стала обязательным требованием для серьезных проектных бюро.
«Успех проекта литья пластмасс на 80% зависит от качества проектирования. Остальные 20% — это исполнение. Нельзя сделать хорошую деталь из плохой формы, какую бы современную машину вы ни использовали».
Практическое руководство: как заказать и не ошибиться
Для заказчика, планирующего запуск нового продукта, процесс взаимодействия с исполнителем должен быть прозрачным и структурированным. Вот пошаговый алгоритм, который минимизирует риски:
- Подготовка технического задания (ТЗ): Четко определите материал изделия, ожидаемый объем партии, требования к внешнему виду (класс шерсти, наличие логотипов) и функционалу. Укажите бюджетные рамки и желаемые сроки.
- Аудит конструкции изделия (DFM – Design for Manufacturing): Перед началом проектирования пластиковых пресс-форм настоятельно рекомендуется провести анализ конструкции детали на технологичность. Инженеры исполнителя предложат изменения (углы уклона, толщины стенок, расположение литников), которые удешевят форму и улучшат качество литья без потери функциональности.
- Выбор концепции оснастки: Определитесь с количеством гнезд (одно- или многоместная форма), типом съема (автоматический, ручной), необходимостью горячеканальной системы. Это главный фактор формирования цены.
- Согласование 3D-проекта: Требуйте предоставления полной 3D-модели формы со сборкой перед началом изготовления металла. Визуализация движений механизмов и потоков пластика поможет избежать фатальных ошибок.
- Контроль качества на этапах: Договоритесь о промежуточных отчетах (фото/видео) с производства. Наличие системы ОТК у поставщика должно быть подтверждено сертификатами на измерительное оборудование.
- Приемо-сдаточные испытания: Финальный этап включает отливку контрольной партии, замеры критических размеров и проверку внешнего вида. Только после подписания акта приема-передачи проект считается завершенным.
Важно помнить, что самая дешевая форма не всегда является самой выгодной. Дешевизна часто достигается за счет экономии на материале (использование мягких сталей вместо закаленных), упрощении системы охлаждения или отказа от качественных нормалей. Такая форма быстро выйдет из строя, потребует частых ремонтов и будет давать высокий процент брака, что в итоге многократно превысит первоначальную экономию. Грамотное проектирование пластиковых пресс-форм — это инвестиция в стабильность вашего бизнеса на годы вперед. Выбор партнера, обладающего опытом в создании как конструкционных, так и функциональных элементов для различных отраслей, становится ключевым фактором успеха.
Перспективы развития отрасли до 2030 года
Глядя в будущее, можно прогнозировать дальнейшую цифровизацию процесса. Искусственный интеллект начнет играть роль ассистента конструктора, предлагая оптимальные варианты разводки каналов охлаждения и расстановки выталкивателей на основе анализа тысяч успешных проектов. Вероятно появление облачных платформ для коллаборации между заказчиками, проектировщиками и производителями, где весь жизненный цикл формы будет отслеживаться в режиме реального времени.
Развитие отечественного станкостроения и производства инструментальных материалов снизит зависимость от импорта и сделает проектирование пластиковых пресс-форм еще более доступным для малого и среднего бизнеса. Ожидается бум в сегменте микролитья для медицины и электроники, а также крупногабаритного литья для строительной индустрии и автомобилестроения. Россия имеет все шансы стать одним из центров компетенций в области инструментального производства на пространстве Евразии, объединяя лучшие практики Востока и Запада с собственными инженерными школами.
В заключение стоит отметить, что рынок пластиковых пресс-форм в 2026 году находится в точке бифуркации. Те, кто инвестирует в современные технологии проектирования, квалифицированные кадры и качественное оборудование, получат максимальную отдачу. Те же, кто попытается работать по старинке, рискуют остаться за бортом стремительно меняющейся индустрии. Выбор стратегии развития инструментального хозяйства сегодня определяет конкурентоспособность предприятия завтра.
Часто задаваемые вопросы (FAQ)
Каков средний срок изготовления пресс-формы в России в 2026 году?
Срок изготовления сильно зависит от сложности конструкции и количества гнезд. Для простых одно- или двухместных форм срок составляет от 30 до 45 рабочих дней. Среднесложные формы (3-8 гнезд, с горячеканальной системой) изготавливаются за 60–90 дней. Крупные мультикавитные или высокоточные медицинские формы могут требовать от 3 до 6 месяцев. Использование стандартных нормалей может сократить эти сроки на 20–30%.
Можно ли сэкономить на проектировании, используя готовые решения?
Полностью избежать этапа индивидуального проектирования пластиковых пресс-форм невозможно, так как каждое изделие уникально. Однако можно сэкономить, используя стандартизированные базы нормалей (плиты, направляющие, толкатели) и типовые узлы. Многие компании предлагают модульные решения, где под конкретную задачу адаптируется только формообразующая часть, что снижает стоимость и сроки разработки на 15–25%.
Какие гарантии предоставляются на пресс-формы?
Стандартная гарантия на форму составляет от 12 до 24 месяцев или определенный гарантированный ресурс (например, 100 000 или 500 000 циклов литья), в зависимости от условий договора. Гарантия распространяется на отсутствие конструктивных ошибок и дефектов материалов. Износ формообразующих вследствие естественной эксплуатации, особенно при литье абразивных пластиков, обычно не покрывается гарантией, если не были применены специальные упрочняющие покрытия, оговоренные в ТЗ.
Как влияет выбор пластика на стоимость самой формы?
Прямое влияние минимально, но косвенное — существенно. Агрессивные или абразивные пластики (с стекловолокном, минеральными наполнителями) требуют использования более дорогих марок сталей с высокой твердостью и износостойкостью, а также нанесения защитных покрытий. Это увеличивает стоимость материалов и обработки на 20–40%. Кроме того, для таких материалов часто требуется более сложная система вентиляции и усиленная конструкция запорных элементов.
Возможно ли изготовление формы по образцу детали без чертежей?
Да, это распространенная практика, называемая реверс-инжинирингом. Специалисты проводят 3D-сканирование образца, строят цифровую модель, анализируют ее на технологичность и при необходимости вносят коррективы перед началом проектирования пластиковых пресс-форм. Однако важно понимать, что сканирование фиксирует геометрию конкретного экземпляра, которая может уже содержать усадку или деформации. Поэтому финальное утверждение модели перед изготовлением металла обязательно.
Источники информации и данные для анализа:
- 🔗 Официальный сайт выставки RosPlast & RosMould 2026 — данные по участникам и технологиям.
- 🔗 Мониторинг цен на инструментальные стали РФ (Апрель 2026).
- 🔗 Профильное сообщество Хабр: раздел “Производство и инструменты” — обсуждение кейсов и проблем отрасли.
- 🔗 Федеральное агентство по техническому регулированию и метрологии — актуальные стандарты ГОСТ на пресс-формы.
- 🔗 Каталог стандартных элементов и нормалей — справочные данные по компонентам.









