


В условиях стремительной трансформации российского машиностроения в 2026 году, когда требования к точности и долговечности штамповой оснастки достигли исторических максимумов, проволочная электроэрозионная обработка форм перестала быть просто альтернативой механическому фрезерованию, превратившись в безальтернативный стандарт для производства высокоточных матриц и пуансонов. Современные заводы, работающие в сегменте автопрома, аэрокосмической отрасли и микроэлектроники, больше не могут позволить себе погрешности даже в несколько микрон. Именно поэтому анализ актуальных цен, технологических нюансов и реальных возможностей отечественного оборудования становится критически важным для главных инженеров и владельцев производств. В этом материале мы детально разберем, как изменился рынок услуг и оборудования за последний год, какие скрытые параметры влияют на итоговую стоимость заказа и почему классические методы обработки уступают место искровым технологиям в суровых российских реалиях.
Технологический прорыв: эволюция проволочной эрозии в 2026 году
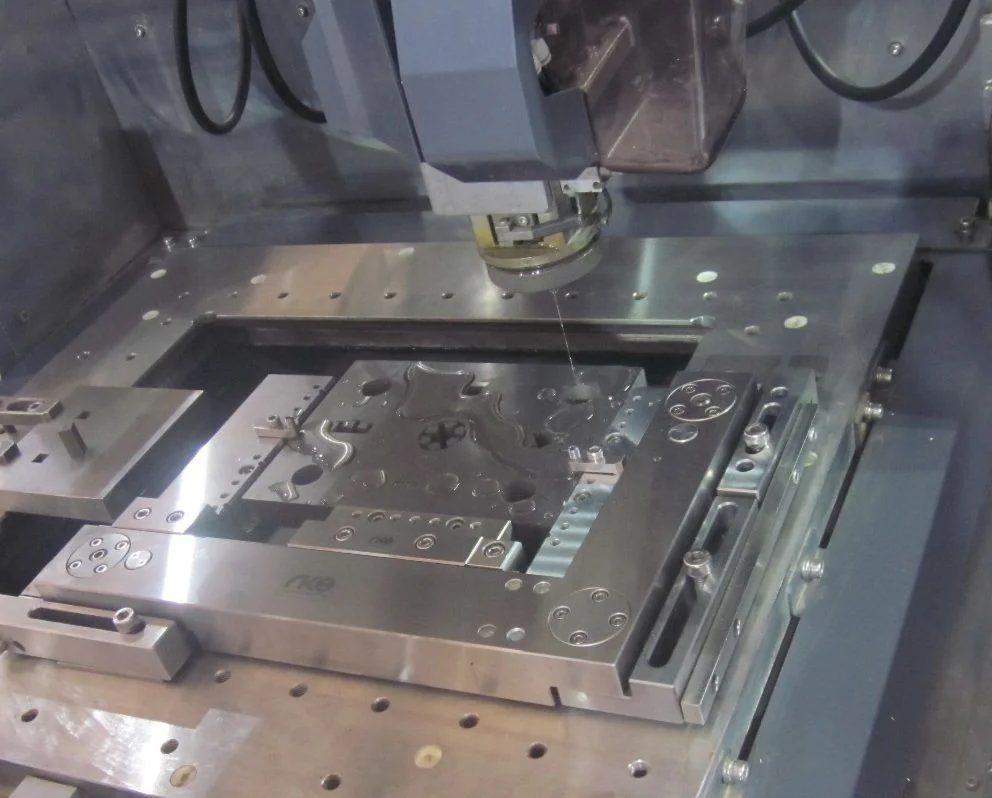
Проволочная электроэрозионная обработка (Wire EDM) базируется на принципе удаления материала с заготовки посредством серии повторяющихся электрических разрядов между электродом-инструментом (проволокой) и обрабатываемой деталью, погруженными в диэлектрическую жидкость. Однако то, что мы наблюдаем в 2026 году, кардинально отличается от процессов десятилетней давности. Если раньше оператор станка должен был интуитивно подбирать режимы, опираясь на опыт и таблицы, то сегодня управление процессом полностью передано искусственному интеллекту и адаптивным системам контроля.
Современные системы ЧПУ, устанавливаемые на российские и адаптированные для РФ станки, в реальном времени анализируют состояние межэлектродного промежутка. Они мгновенно реагируют на изменение условий смыва продуктов эрозии, автоматически корректируя частоту импульсов и энергию разряда. Это позволяет обрабатывать закаленные стали с твердостью до 64 HRC без риска деформации детали, что является ключевым преимуществом при изготовлении форм для литья под давлением и вырубных штампов.
«Главный вызов 2026 года — не сама возможность резать твердый металл, а сохранение геометрической стабильности детали на протяжении всего цикла обработки, который может длиться несколько суток. Новые алгоритмы компенсации прогиба проволоки и термических расширений станины станка решили эту проблему», — отмечает ведущий технолог одного из крупных инструментальных цехов в Нижегородской области.
Особое внимание в текущем году уделяется использованию многослойной проволоки. Однослойная латунная проволока, бывшая стандартом долгое время, уходит в прошлое для ответственных операций. На смену ей приходят двух- и трехслойные композиции с легирующими добавками цинка и других элементов, которые обеспечивают скорость резания на 30–40% выше при одновременном улучшении чистоты поверхности. Для российских предприятий это означает сокращение цикла изготовления одной формы с 5 дней до 3, что напрямую влияет на рентабельность производства.
Ключевые параметры качества поверхности и точности
При заказе услуги проволочная электроэрозионная обработка форм заказчик часто ориентируется только на цену за миллиметр реза. Однако профессиональный подход требует оценки комплекса параметров, определяющих конечное качество изделия. В 2026 году стандарты качества ужесточились:
- Шероховатость поверхности (Ra): Современные финишные проходы позволяют достигать значений Ra 0.2–0.4 мкм без последующей полировки. Для многих форм это критично, так как исключает трудоемкую ручную доводку.
- Точность позиционирования: Погрешность контура снизилась до ±0.002 мм. Это необходимо для сборки многоместных штампов, где несовпадение даже на 5 микрон приводит к браку всей партии продукции.
- Отсутствие дефектного слоя: Правильно настроенный режим эрозии минимизирует толщину измененного слоя металла, предотвращая появление микротрещин при эксплуатации формы под высокими нагрузками.
| Параметр | Стандарт 2020-2023 гг. | Стандарт 2026 г. (Передовые предприятия) | Влияние на стоимость формы |
|---|---|---|---|
| Скорость резания (мм²/мин) | 150–200 | 280–350 | Снижение стоимости на 25% |
| Минимальный радиус угла (мм) | 0.15 | 0.05 (с проволокой 0.1 мм) | Расширение дизайнерских возможностей |
| Автоматизация смены проволоки | Ручная или полуавтоматическая | Полностью автоматическая (до 9 смен диаметров) | Сокращение простоев на 40% |
| Энергопотребление на единицу продукции | Высокое | Оптимизированное (рекуперация энергии) | Снижение операционных расходов |
Ценообразование на рынке РФ: анализ факторов и трендов 2026 года
Вопрос стоимости остается самым острым для российских производителей. Цены на проволочную электроэрозионную обработку форм в 2026 году демонстрируют интересную динамику. С одной стороны, удорожание импортных комплектующих и расходных материалов создает давление на себестоимость. С другой стороны, массовое внедрение отечественного оборудования и локализация производства проволок и фильтров стабилизируют рынок.
Средняя рыночная цена за квадратный миллиметр реза варьируется в зависимости от региона и сложности задачи. В центральных промышленных кластерах (Москва, Санкт-Петербург, Нижний Новгород) базовый тариф стартует от 1.8 рубля за мм² для черновой обработки и достигает 4.5–6 рублей за мм² для прецизионных финишных проходов с гарантированной шероховатостью Ra < 0.4 мкм. В регионах, удаленных от центров металлообработки, логистическая составляющая может увеличивать итоговый чек на 15–20%, однако развитие сети сервисных центров крупных заводов нивелирует этот разрыв.
Важно понимать, из чего складывается финальная цифра в смете. Многие заказчики ошибочно полагают, что цена зависит только от длины реза. На самом деле, калькуляция включает множество скрытых факторов:
- Подготовительные операции: Изготовление технологических отверстий для ввода проволоки, если они не были предусмотрены на предыдущих этапах. Эта услуга часто тарифицируется отдельно.
- Стоимость расходных материалов: Использование специализированной молибденовой или многослойной медной проволоки значительно дороже стандартной латунной. В 2026 году цены на качественную проволоку диаметром 0.1 мм выросли на 12% из-за усложнения технологии её производства.
- Режим работы станка: Ночная и круглосуточная обработка без участия оператора (lights-out manufacturing) позволяет снизить удельную стоимость часа работы станка, но требует наличия надежной системы автозаправки проволоки и контроля обрыва.
- Сложность геометрии: Наличие конических поверхностей, переменного наклона или микро-геометрии требует замедления скорости движения и использования более дорогих стратегий обработки.
«Мы заметили тенденцию: клиенты все чаще готовы платить больше за скорость и гарантию отсутствия брака, чем экономить на каждом рубле. Простой пресс-формы на линии литья стоит десятки тысяч рублей в час, поэтому переплата 20% за ускоренную и сверхточную эрозию окупается за одну смену работы инжекционной машины», — комментирует директор по закупкам крупного производителя пластиковых изделий.
Сравнительный анализ стоимости услуг в разных сегментах
Для наглядности рассмотрим структуру затрат при изготовлении типовой штамповой матрицы размером 200х300 мм из стали Х12МФ (твердость 58 HRC). Данные актуальны для первого квартала 2026 года.

| Статья расходов | Бюджетный сегмент (Эконом) | Средний сегмент (Стандарт) | Премиум сегмент (Высокоточный) |
|---|---|---|---|
| Тип оборудования | Устаревшие модели (после модернизации ЧПУ) | Современные российские станки (2024-2025 г.в.) | Импортозамещенные аналоги премиум-класса с ИИ |
| Тип проволоки | Латунь 0.25 мм (однослойная) | Медь с покрытием цинком | Многослойная легированная проволока 0.1-0.15 мм |
| Количество проходов | 1 черновой + 1 чистовой | 1 черновой + 2 чистовых | 1 черновой + 3-4 финишных (стриппинг) |
| Итоговая шероховатость (Ra) | 1.2 – 1.6 мкм (требуется полировка) | 0.6 – 0.8 мкм | 0.2 – 0.3 мкм (зеркало) |
| Ориентировочная цена (руб./мм²) | 1.5 – 2.0 | 2.8 – 3.5 | 5.0 – 7.0 |
| Срок исполнения | 5-7 дней | 3-4 дня | 2-3 дня (за счет скорости) |
Адаптация к российским условиям: климат, стандарты и логистика
Россия — страна с уникальными географическими и климатическими вызовами. Оборудование для проволочной электроэрозионной обработки форм, эксплуатируемое от Калининграда до Камчатки, должно соответствовать жестким требованиям надежности. В 2026 году производители станков и поставщики услуг уделили особое внимание адаптации технологий к местным реалиям.
Первый критический фактор — температурный режим. Диэлектрическая жидкость (обычно деионизированная вода) чувствительна к перепадам температур. Изменение температуры воды даже на 1 градус Цельсия может привести к тепловому расширению станины станка и потере точности в микронах. Современные российские цеха оснащаются системами термостабилизации нового поколения, способными поддерживать температуру жидкости с точностью до ±0.1°C даже при внешних колебаниях от -40°C зимой до +35°C летом. Это требование стало обязательным для получения сертификата соответствия ГОСТ Р при выполнении госзаказов в оборонной и аэрокосмической отраслях.
Второй аспект — соответствие национальным стандартам качества. В условиях санкционного давления и ухода западных сертификационных бюро, роль отечественных нормативов возросла. Предприятия, предлагающие услуги эрозионной обработки, теперь обязаны предоставлять паспорта качества, где указаны параметры, измеренные по методикам ГОСТ, а не внутренним стандартам иностранных брендов. Это касается не только геометрической точности, но и экологических норм утилизации отработанной проволоки и фильтров, которые в России стали строже в 2025-2026 годах.
Логистика также претерпела изменения. Раньше крупные заводы зависели от импортных поставок специальной проволоки и фильтров. Сегодня более 85% расходных материалов производятся внутри страны или поставляются по параллельному импорту с гарантированным складским запасом. Это исключило риски остановки производства из-за задержек на таможне. Более того, развитая сеть дистрибьюторов позволяет доставлять расходники в удаленные регионы (Сибирь, Урал) в течение 3-5 дней, что ранее было невозможным.
Особенности работы с труднообрабатываемыми материалами
Российская промышленность активно использует специфические марки сталей и сплавов, требующие особого подхода при электроэрозии. Карбиды вольфрама, титановые сплавы, жаропрочные никелевые сплавы (типа Инконель), широко применяемые в авиастроении и энергетике, ставят сложные задачи перед операторами.
- Карбид вольфрама: Обработка требует специальных режимов с низкой энергией импульса для предотвращения выкрашивания связующего материала. В 2026 году разработаны новые генераторы импульсов, позволяющие резать твердые сплавы со скоростью, сопоставимой со скоростью резания закаленной стали.
- Титановые сплавы: Низкая теплопроводность титана приводит к локальному перегреву. Решение найдено в использовании импульсной промывки под высоким давлением и специализированных диэлектрических жидкостей с повышенной теплоемкостью.
- Магнитные стали: Для электротехнических сталей, используемых в производстве двигателей, разработаны технологии, минимизирующие влияние магнитных полей на траекторию проволоки, что ранее было серьезной проблемой.
«Мы столкнулись с тем, что старые технологии просто “жгли” наши новые композитные материалы. Внедрение адаптивных систем 2026 года позволило нам начать серийное производство деталей из новых сплавов, которые раньше считались непригодными для электроэрозии», — делится опытом главный инженер завода спецтехники.
Практическое руководство: как выбрать исполнителя и оборудование
Для технолога или руководителя производства выбор подрядчика для проволочной электроэрозионной обработки форм — это стратегическое решение. Ошибка может стоить дорого: испорченная заготовка из дорогого материала, срыв сроков запуска продукции, репутационные риски. На что следует обращать внимание в первую очередь?
1. Парк оборудования и его возраст.
Не стесняйтесь запрашивать информацию о моделях станков. Машины, выпущенные до 2020 года, даже после модернизации, могут не обеспечивать требуемую в 2026 году производительность и точность. Обратите внимание на наличие функции автоматической смены проволоки разного диаметра — это признак современного уровня автоматизации.
2. Квалификация персонала.
Наличие современного станка не гарантирует качества. Ключевое звено — программист и оператор. Узнайте, есть ли у сотрудников сертификаты о прохождении обучения работе с новым ПО. Опытный оператор способен сэкономить до 30% времени обработки за счет грамотного выбора стратегий и режимов.
3. Система контроля качества.
Предприятие должно иметь собственную измерительную лабораторию с координатно-измерительными машинами (КИМ) и профилометрами. Если исполнитель не может сам проверить шероховатость и точность детали перед отгрузкой, это красный флаг. Требуйте предоставления протоколов измерений.
4. Гибкость и сервис.
Возможность срочного запуска заказа, работа в ночную смену, наличие собственного конструкторского бюро для разработки технологии обработки — все это признаки надежного партнера. Также важен вопрос гарантий: готов ли завод переделать деталь за свой счет в случае выявления брака по их вине?
Чек-лист перед заключением договора
Чтобы минимизировать риски, используйте следующий алгоритм проверки потенциального исполнителя:
- Запросите примеры выполненных работ, аналогичных вашей задаче (фотографии, отчеты).
- Уточните, входит ли в стоимость разработка управляющей программы (CAM) или это оплачивается отдельно.
- Проверьте наличие сертификатов на используемую проволоку и диэлектрическую жидкость.
- Обсудите условия транспортировки готовых форм (упаковка, консервация от коррозии).
- Узнайте о загрузке цеха: сможет ли предприятие выполнить ваш заказ в оговоренные сроки без задержек из-за очередей.
Перспективы развития отрасли до 2030 года
Глядя в будущее, можно с уверенностью сказать, что проволочная электроэрозионная обработка форм продолжит эволюционировать. Основные векторы развития уже обозначены лидерами рынка. Во-первых, это полная интеграция в цифровые экосистемы предприятий (Индустрия 4.0). Станки будут передавать данные о ходе обработки, износе проволоки и состоянии узлов прямо в ERP-систему завода, позволяя прогнозировать необходимость обслуживания и закупки расходников.
Во-вторых, ожидается дальнейшее снижение диаметра используемой проволоки. Появление стабильных технологий работы с проволокой диаметром 0.03–0.05 мм откроет возможности для микро-обработки, необходимой в производстве медицинских имплантатов и миниатюрной электроники. В-третьих, экологичность станет приоритетом номер один. Разработка биоразлагаемых диэлектрических жидкостей и систем замкнутого цикла очистки воды позволит свести к нулю вредное воздействие на окружающую среду.
Российский рынок, обладающий мощной научной базой и растущим спросом со стороны реального сектора экономики, имеет все шансы стать одним из драйверов этих изменений. Локализация производства высокотехнологичного оборудования и расходных материалов создаст фундамент для независимости и устойчивого роста отрасли в ближайшие годы.
FAQ: Часто задаваемые вопросы
Какова минимальная партия для заказа проволочной электроэрозионной обработки?
Большинство современных заводов не имеют жесткого ограничения по минимальной партии благодаря высокой автоматизации. Вы можете заказать изготовление единичного образца (прототипа) или серию из тысяч деталей. Однако для единичных изделий может взиматься фиксированная плата за подготовку программы и настройку станка, что делает удельную стоимость одной детали выше, чем в серии.
Можно ли обрабатывать немагнитные материалы методом проволочной эрозии?
Да, безусловно. Принцип электроэрозионной обработки основан на электропроводности материала, а не на его магнитных свойствах. Метод отлично подходит для алюминия, меди, титана, графита и различных твердых сплавов. Главное условие — материал должен проводить электрический ток.
Как долго служит форма после проволочной эрозионной обработки?
Ресурс формы зависит не столько от метода обработки, сколько от правильности выбранных режимов. При соблюдении технологии и отсутствии пережога поверхностного слоя, формы, изготовленные методом Wire EDM, служат столько же, сколько и обработанные шлифованием, а иногда и дольше благодаря отсутствию механических напряжений. Для закаленных сталей ресурс может составлять от 500 тысяч до нескольких миллионов циклов в зависимости от типа нагрузки.
Влияет ли сложность контура на стоимость обработки?
Да, влияет существенно. Прямолинейные резы выполняются быстрее и дешевле. Наличие острых внутренних углов, тонких перемычек, конусов или спиралей требует замедления скорости движения проволоки, частой смены диаметров и использования более сложных стратегий качания, что увеличивает время работы станка и, соответственно, итоговую стоимость.
Источники информации
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт) — Актуальные ГОСТы на металлообработку.
- Хабр — Сообщество инженеров и технологов: обсуждения методов ЭЭО.
- Metalinfo.ru — Аналитика рынка металлообработки и цен на услуги в РФ за 2025-2026 гг.
- Отраслевой портал станкостроения: обзоры нового оборудования и расходных материалов.









