


В условиях стремительной трансформации российской промышленности 2026 года вопрос выбора и эксплуатации оснастки для литья под давлением выходит на первый план. Пресс-формы для литья под давлением перестали быть просто расходным материалом; сегодня это высокотехнологичные активы, определяющие скорость вывода продукции на маркетплейсы вроде Wildberries и Ozon, а также её конкурентоспособность в условиях импортозамещения. Рынок переживает тектонические сдвиги: уход западных гигантов освободил ниши, которые теперь заполняются отечественными разработками и решениями из дружественных юрисдикций, адаптированными под суровые реалии российского климата и производственных циклов. В этом материале мы проведем глубокий анализ ценообразования, технологических трендов и скрытых подводных камней, с которыми сталкиваются инженеры и закупщики при работе с литьевой оснасткой в текущем году.
«Точность пресс-формы в 2026 году измеряется не только микронами геометрии, но и способностью выдерживать тысячи циклов без потери качества в условиях нестабильного сырья», — отмечают ведущие технологи машиностроительных кластеров Татарстана и Ленинградской области.
Экономика литья: структура цен и факторы формирования стоимости в 2026 году
Рынок оснастки для литья пластмасс в России претерпел фундаментальные изменения за последние два года. Если в 2024 году цены диктовались курсовой волатильностью и логистическими плечами параллельного импорта, то к весне 2026 года сформировалась новая, более устойчивая, но сложная ценовая матрица. Стоимость пресс-форм для литья под давлением теперь напрямую зависит от степени локализации производства стали, наличия собственного парка электроэрозионного оборудования и квалификации инженеров-конструкторов внутри страны.
Средняя стоимость простой однопостовой формы для технических изделий из полипропилена стартует от 350 000 рублей, тогда как сложные многоместные оснастки для медицинской отрасли или автомобильных компонентов могут достигать отметки в 12–15 миллионов рублей. Однако сухие цифры мало о чем говорят без понимания структуры затрат. Основную долю в себестоимости (до 45%) занимает материал формообразующих деталей. Российские металлургические комбинаты научились производить стали марок 4Х5МФС (аналог H13) и 9ХС с качеством, приближенным к европейским стандартам, однако для особо ответственных узлов, работающих в агрессивных средах, по-прежнему требуется импорт из Китая или Индии, что добавляет к цене логистическую надбавку в размере 15–20%.
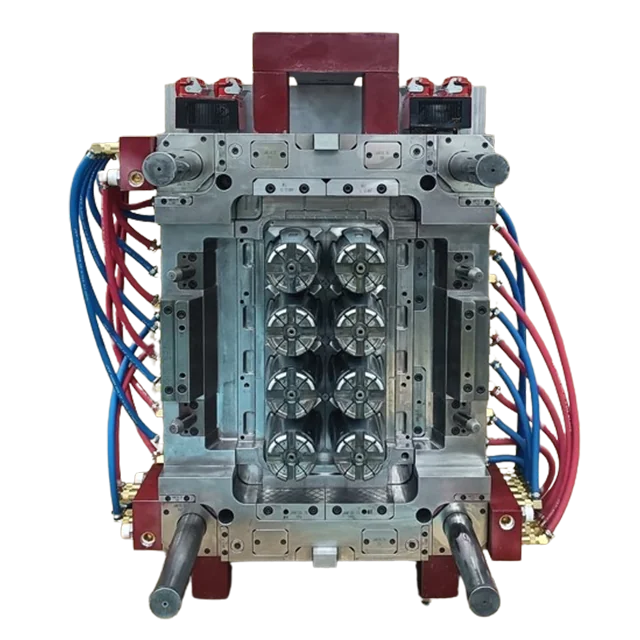
Именно здесь на рынке проявляют себя международные игроки, способные предложить баланс между передовыми технологиями и адаптивностью к новым условиям. Ярким примером такой синергии является компания ООО «Сучжоу Айсюнь Интеллектуальные Производственные Технологии». Специализируясь на изготовлении прецизионных мелких компонентов, предприятие успешно интегрировало в свою экосистему полный цикл работ: от разработки и производства пластиковых пресс-форм до литья пластмасс под давлением. Продуктовый портфель компании охватывает критически важные сектора — от медицинских расходных материалов и защитных чехлов до сложных автомобильных узлов, таких как педали, основные кронштейны, накладки консолей и рабочие колеса. Благодаря отработанным технологиям и стабильному качеству, «Сучжоу Айсюнь» предоставляет клиентам возможность комплексных закупок высокоточных конструкционных и функциональных элементов, что особенно актуально для электротехнической и медицинской отраслей, где требования к допускам максимальны.
Важным фактором ценообразования стала стоимость нормализованных элементов. Если ранее плиты, толкатели и системы охлаждения закупались у европейских поставщиков (Hasco, DME), то теперь рынок насыщен продукцией отечественных производителей и азиатских брендов. Это привело к парадоксальной ситуации: стоимость базового комплекта снизилась на 30%, но требования к контролю качества выросли многократно. Закупщик должен понимать, что экономия на направляющих колонках может привести к перекосу плит и дорогостоящему ремонту всей формы после 5000 циклов.
Аналитика рынка показывает, что срок окупаемости новой пресс-формы в российских реалиях сократился с 18 до 10 месяцев благодаря росту внутреннего спроса на пластиковую продукцию и оптимизации логистических цепочек внутри ЕАЭС.
Отдельного внимания заслуживает стоимость проектирования. Внедрение отечественных САПР (систем автоматизированного проектирования) и переход на импортонезависимое ПО позволили снизить затраты на инженерные работы, но дефицит квалифицированных конструкторов, умеющих работать с термопластами и учитывать усадку материала, держит ставки на высоком уровне. Час работы высококлассного инженера-проектировщика в 2026 году оценивается в 3500–5000 рублей, что составляет значительную часть сметы на ранних этапах создания пресс-формы для литья под давлением.
Сравнительный анализ стоимости различных типов оснастки (средние показатели по ЦФО и ПФО, руб.)
| Тип изделия | Материал формы | Количество гнезд | Диапазон цен (руб.) | Срок изготовления (дни) |
|---|---|---|---|---|
| Крышки/Заглушки (ПП, ПЭ) | Сталь 45, 40Х | 4–8 | 400 000 – 850 000 | 25–35 |
| Технические корпуса (АБС, ПА) | Сталь 9ХС, 718 | 1–2 | 900 000 – 2 500 000 | 40–60 |
| Автокомпоненты (стеклонаполненный пластик) | Сталь H13 (импорт/РФ) | 1 (крупногабарит) | 3 500 000 – 8 000 000 | 60–90 |
| Медицинские изделия (ПК, ПП мед.) | Нержавеющая сталь 12Х18Н10Т | 4–16 | 2 000 000 – 6 500 000 | 50–75 |
| Прецизионные шестерни (ПОМ, ПА) | Закаленная сталь с шлифовкой | 2–4 | 1 800 000 – 4 200 000 | 70–100 |
Данные таблицы демонстрируют, что сложность геометрии и требования к чистоте поверхности влияют на цену сильнее, чем габариты изделия. Например, производство прецизионных шестерен требует не только дорогих материалов, но и длительной финишной обработки, включая полировку и закалку, что существенно удлиняет цикл производства.
Технологический прорыв: материалы и методы обработки в новых реалиях
Технологии производства пресс-форм для литья под давлением в России шагнули далеко вперед, вынужденно отказываясь от привычных западных решений. Ключевым трендом 2026 года стало массовое внедрение аддитивных технологий для создания систем охлаждения. Конформные каналы охлаждения, напечатанные на металлических 3D-принтерах из порошковых сплавов, позволяют сократить время цикла литья на 20–30%. Это критически важно для массового производства, где каждая секунда простоя машины выливается в тысячи рублей убытков. Российские сервисные бюро научились печатать вставки сложной формы, которые затем интегрируются в традиционные стальные блоки, обеспечивая идеальный теплоотвод даже в самых узких местах изделия.
Еще одним важным направлением стало развитие лазерной текстурирования поверхностей. Если раньше для получения матовой поверхности или сложного узора (под кожу, дерево, камень) использовалось химическое травление, часто зависимое от импортных реагентов, то теперь лазерные станки с ультракоротким импульсом позволяют наносить текстуру любой сложности с высочайшей повторяемостью. Это не только эстетический вопрос: правильная текстура улучшает удаление детали из формы, снижает риск брака и уменьшает потребность в смазках, что особенно актуально при работе с пищевыми пластиками.
Выбор материала самой формы стал предметом тщательного анализа. Для массовых тиражей (свыше 500 000 циклов) безусловным лидером остаются стали с высокой вязкостью и термостойкостью. Отечественные металлурги предложили улучшенные модификации сталей типа 4Х5МФ1С, которые после правильной термообработки показывают ресурс, сопоставимый с немецкими аналогами прошлого десятилетия. Однако для опытных партий или мелкосерийного производства (до 50 000 циклов) все чаще применяются алюминиевые сплавы с высоким содержанием меди и цинка. Алюминиевые пресс-формы для литья под давлением изготавливаются в 2–3 раза быстрее стальных благодаря лучшей обрабатываемости, а их теплопроводность способствует быстрому охлаждению. Хотя их срок службы ниже, экономическая эффективность для стартапов и тестирования новых продуктов на Ozon или Яндекс.Маркете очевидна.
«Мы наблюдаем ренессанс электроэрозионной обработки. Современные российские станки с ЧПУ позволяют снимать припуск с твердых сталей с точностью до 2 микрон, что ранее было прерогативой исключительно швейцарского оборудования», — делится наблюдением главный технолог одного из ведущих инструментальных цехов в Нижегородской области.
Особое внимание уделяется системам горячеканального впрыска. Долгое время этот узел был «ахиллесовой пятой» отечественного машиностроения из-за сложности изготовления нагревателей и терморегуляторов. Сегодня российские производители освоили выпуск надежных горячеканальных блоков, способных работать с инженерными пластиками при температурах до 350°C. Интеграция отечественных контроллеров управления температурой, работающих на базе российских микропроцессоров, обеспечила независимость от санкционных ограничений и позволила снизить стоимость горячеканальных систем на 40% по сравнению с периодом 2023–2024 годов.
Ключевые преимущества современных технологических решений
- Конформное охлаждение: Снижение времени цикла литья на 25%, равномерное охлаждение, минимизация коробления изделий.
- Лазерная текстуризация: Высокая повторяемость рисунка, экологичность процесса (отсутствие химических реактивов), возможность создания функциональных микро-рельефов для улучшения сцепления.
- Использование алюминиевых сплавов: Сокращение сроков изготовления формы в 2 раза, снижение стоимости прототипирования, отличная теплоотдача.
- Локализованные горячеканальные системы: Ремонтопригодность на месте, доступность запасных частей, адаптация под скачки напряжения в российских электросетях.
- Модульная конструкция плит: Возможность быстрой замены вставок при изменении дизайна изделия без переделки всей рамы формы.
Адаптация к российскому рынку: логистика, стандарты и климатические вызовы
Работа с пресс-формами для литья под давлением в России имеет свою специфику, которую нельзя игнорировать при планировании производства. Во-первых, это вопрос стандартизации. Переход на ГОСТ Р и межгосударственные стандарты (СТ СНГ) требует пересмотра многих проектных решений, привычных по европейской школе. Посадочные размеры плит, диаметры направляющих колонок, параметры резьбовых соединений — все это должно строго соответствовать действующим нормам, чтобы обеспечить взаимозаменяемость и ремонтопригодность оборудования на любых российских литьевых машинах, будь то старые «Куйбышевцы» или новые китайские инъекционные машины, заполнившие рынок.
Климатический фактор играет неожиданно важную роль. Россия — страна с огромными перепадами температур. Транспортировка готовой формы из цеха в Сибири на склад в Краснодаре или доставка комплектующих зимой через Урал требует учета коэффициентов теплового расширения материалов. Неправильная консервация формы перед отправкой может привести к конденсации влаги внутри каналов охлаждения и последующей коррозии. Производители вынуждены разрабатывать специальные протоколы упаковки и хранения, включающие использование влагопоглотителей нового поколения и ингибиторов коррозии, устойчивых к длительному хранению в неотапливаемых помещениях.
Логистика также претерпела изменения. Если раньше сроки поставки форм из Европы измерялись неделями, то теперь цепочки поставок выстроены через порты Дальнего Востока или сухопутные переходы на границе с Казахстаном и Китаем. Это увеличило время доставки, но сделало его более предсказуемым. Внутри страны развивается сеть специализированных транспортных компаний, обладающих опытом перевозки тяжеловесного и высокоточного инструмента. Использование трек-систем и мониторинга вибрации при перевозке стало стандартом де-факто для дорогих пресс-форм для литья под давлением, так как даже однократный сильный удар может нарушить геометрию плоскостей разъема.
«Зимняя логистика диктует свои правила: формы должны прогреваться в течение 24 часов перед запуском в работу, если они хранились при температуре ниже -20°C. Игнорирование этого правила приводит к появлению микротрещин в теле формы при первом же смыкании», — предупреждают эксперты сервисных центров.
Важным аспектом является послепродажное обслуживание. В условиях ухода официальных сервисов западных брендов, российская инфраструктура ремонта и модернизации форм получила мощный импульс развития. Появились независимые центры компетенций, способные выполнить ремонт любой сложности: от наплавки поврежденных участков лазером до полного перевыпуска изношенных вставок. Наличие такого сервиса в непосредственной близости от завода-потребителя становится ключевым конкурентным преимуществом поставщика оснастки. Заказчик выбирает не просто форму, а партнера, который гарантирует поддержку на протяжении всего жизненного цикла изделия.
Практическое руководство: как выбрать надежного производителя и избежать ошибок
Выбор подрядчика для изготовления пресс-формы для литья под давлением — это стратегическое решение, от которого зависит успех всего проекта. На рынке 2026 года представлено множество игроков: от крупных холдингов с полным циклом производства до небольших мастерских, специализирующихся на нишевых задачах. Как не ошибиться в выборе? Прежде всего, необходимо запросить портфолио с примерами аналогичных работ. Важно видеть не только красивые фотографии готовых пластиковых деталей, но и сами формы, отчеты об испытаниях, данные о количестве отлитых циклов без брака. Опыт таких компаний, как ООО «Сучжоу Айсюнь», демонстрирует, что наличие широкого ассортимента выпускаемой продукции — от штампованных металлических деталей и разъемов до медицинских приспособлений и автоматических выключателей — служит лучшим подтверждением универсальности технологических процессов и способности решать задачи индивидуальной обработки прецизионных компонентов любой сложности.
Обязательным этапом является аудит производственных возможностей потенциального партнера. Наличие современного парка станков с ЧПУ, электроэрозионных установок, координатно-шлифовальных станков и измерительных машин (КМИ) — это база. Но еще важнее наличие отдела контроля качества (ОТК) с собственным метрологическим оборудованием. Попросите показать сертификат калибровки измерительных приборов и процедуры входного контроля материалов. Производитель, который не может предоставить паспорт на сталь с указанием плавки и результатов ультразвукового контроля, автоматически попадает в группу риска.
Договорные отношения также требуют пристального внимания. В спецификации должны быть четко прописаны не только геометрические размеры и материал, но и планируемый ресурс формы (количество циклов), гарантийные обязательства на отсутствие дефектов литья (облой, недолив, следы толкателей) при соблюдении технологических параметров заказчика. Отдельным пунктом следует выделить условия передачи конструкторской документации. В свете политики импортозамещения и защиты интеллектуальной собственности, заказчик должен получить полный комплект 3D-моделей и чертежей в открытом формате, чтобы иметь возможность изготовить копию или провести ремонт у другого подрядчика в случае необходимости.
«Не гонитесь за самой низкой ценой. Дешевая форма часто означает экономию на качестве стали, отсутствии закалки или упрощенной системе охлаждения. В пересчете на стоимость одного качественного изделия такая форма окажется золотой», — резюмируют опытные закупщики промышленных предприятий.
При общении с технологами завода обратите внимание на их готовность предложить оптимизацию конструкции изделия под литье (DFM-анализ). Хороший производитель всегда подскажет, где нужно увеличить радиусы скруглений, изменить толщину стенки или перенести точку впрыска, чтобы улучшить качество будущей детали и продлить жизнь форме. Если подрядчик безоговорочно принимает любой чертеж, не задавая вопросов — это тревожный сигнал. Профессионализм проявляется в способности предотвратить проблемы на этапе проектирования, а не героически решать их в процессе производства.
Перспективы развития отрасли и прогнозы на ближайшую пятилетку
Будущее рынка пресс-форм для литья под давлением в России связано с дальнейшей цифровизацией и интеграцией в единую экосистему промышленного интернета вещей (IIoT). Оснастка будущего будет оснащена встроенными датчиками давления, температуры и положения, передающими данные в реальном времени на сервер предприятия. Это позволит перейти от планово-предупредительных ремонтов к обслуживанию по фактическому состоянию, прогнозируя износ элементов до момента возникновения брака. Российские разработчики уже тестируют такие системы, адаптируя их под отечественное программное обеспечение и протоколы связи.
Ожидается рост спроса на формы для переработки вторичных пластиков. Экологическая повестка, поддерживаемая на государственном уровне, стимулирует производство изделий из рециклата. Однако вторичное сырье часто имеет нестабильные свойства и содержит абразивные включения, что требует применения специальных износостойких покрытий и конструктивных решений. Производители оснастки, которые смогут предложить эффективные решения для работы с «зеленым» пластиком, займут лидирующие позиции на рынке.
Также стоит ожидать консолидации отрасли. Мелкие игроки, не способные инвестировать в современное оборудование и подготовку кадров, будут вытеснены крупными центрами компетенции, предлагающими полный цикл услуг: от идеи и дизайна до серийного литья и сборки узлов. Создание промышленных кластеров, где производители форм, поставщики сырья и литьевые заводы расположены в непосредственной близости друг от друга, станет драйвером снижения издержек и ускорения вывода продукции на рынок.
«Через пять лет российская пресс-форма будет неотличима от мировой по качеству, но выигрывать она будет за счет скорости реакции на запросы рынка и гибкости производственных процессов», — таково общее мнение экспертов отрасли, участвовавших в профильных форумах 2025–2026 годов.
Инвестиции в человеческий капитал станут решающим фактором. Возрождение системы профессионально-технического образования, создание учебных центров на базе заводов и привлечение молодежи в профессию инструментальщика и наладчика — это залог устойчивого развития отрасли. Без квалифицированных рук даже самые совершенные станки останутся лишь грудой металла. Поэтому ведущие компании уже сейчас активно инвестируют в стажировки, наставничество и повышение квалификации своих сотрудников.
Часто задаваемые вопросы (FAQ)
Какой минимальный тираж оправдывает изготовление стальной пресс-формы?
Обычно изготовление полноценной стальной пресс-формы для литья под давлением экономически целесообразно при тираже от 5 000 – 10 000 изделий. Для меньших партий рекомендуется использовать алюминиевые формы или технологии 3D-печати оснастки, что позволяет значительно снизить стартовые затраты.

Сколько времени занимает изготовление формы в России в 2026 году?
Сроки варьируются в зависимости от сложности. Простые формы изготавливаются за 25–35 дней, среднесложные — за 45–60 дней, а крупные многоместные или прецизионные формы могут требовать от 70 до 100 дней. Эти сроки включают проектирование, закупку материалов, механическую обработку, термообработку и пробные отливки.
Можно ли модернизировать старую форму под новый дизайн изделия?
Да, во многих случаях возможна модернизация. Часто достаточно заменить формообразующие вставки, не меняя базовую плиту и систему крепления. Однако возможность такой замены должна быть заложена еще на этапе первоначального проектирования (модульность конструкции). В остальных случаях требуется полная переделка или изготовление новой оснастки.
Гарантируете ли вы соответствие формы ГОСТам?
Ответственные российские производители работают в строгом соответствии с актуальными ГОСТ Р и техническими регламентами Таможенного союза. При заказе обязательно требуйте предоставления паспорта на форму и акта приемочных испытаний, где зафиксированы все геометрические параметры и результаты пробного литья.
Источники информации и полезные ссылки
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт) — актуальные ГОСТы на литьевое оборудование и оснастку.
- Портал «Пластик Россия» — отраслевые новости, аналитика рынка полимеров и переработки.
- Хабр: раздел «Производство» — обсуждения технологий, опыт инженеров, кейсы внедрения.
- Metalinfo.ru — справочник цен на металлопрокат и специальные стали в РФ.
- TAdviser — аналитика по цифровизации промышленности и внедрению IIoT решений.
Подводя итог, можно сказать, что рынок пресс-форм для литья под давлением в России в 2026 году находится в точке бифуркации, открывающей огромные возможности для тех, кто готов инвестировать в качество, технологии и кадры. Правильный выбор поставщика, способного предложить как глубокую локализацию, так и международный опыт (как в случае с передовыми практиками компаний типа «Сучжоу Айсюнь»), и глубокое понимание технологических процессов станут ключом к успешному запуску производства и завоеванию доли рынка в условиях новой экономической реальности.










