


2026 год стал переломным моментом для энергетического сектора Евразии. С переходом на распределенные сети и повсеместным внедрением водородных технологий, требования к производственной базе изменились кардинально. В центре этого технологического шторма оказались литьевые детали для оборудования новых источников энергии. Это не просто металлические заготовки; это высокоточные компоненты, от которых зависит КПД турбин, герметичность реакторов и устойчивость солнечных трекеров к сибирским морозам. В данном материале мы проведем глубокий анализ рынка, разберем актуальные цены в рублях, изучим влияние новых ГОСТов и выясним, почему именно литье стало «узким горлышком» и одновременно ключом к энергонезависимости России.
«Точность литья в 2026 году измеряется уже не микронами, а стабильностью кристаллической решетки сплава при экстремальных термоциклах», — отмечают ведущие инженеры машиностроительных кластеров Урала и Поволжья.
Технологический ренессанс: от песка до аддитивных форм
Еще пять лет назад термин «новое энергооборудование» ассоциировался преимущественно с композитными материалами или керамикой. Однако практика эксплуатации в реальных условиях, особенно в климатических зонах РФ, вернула металл на пьедестал. Но это уже не тот металл, который мы знали. Современные литьевые детали для оборудования новых источников энергии создаются с использованием гибридных технологий, где традиционное литье в песчаные формы сочетается с 3D-печатью стержней и вакуумным наполнением.
Ключевым драйвером изменений стало требование к жаропрочности и коррозионной стойкости. Оборудование для малых модульных реакторов (ММР) и геотермальных станций работает в агрессивных средах, где температура теплоносителя превышает 700°C, а давление достигает критических значений. Ошибки в химическом составе сплава здесь недопустимы. Российские литейные производства, адаптируясь к санкционным ограничениям, разработали собственные марки жаропрочных сталей и никелевых суперсплавов, полностью замещающие импортные аналоги.
Особое внимание уделяется чистоте металла. Использование плазменной плавки и электрошлакового переплава (ЭШП) перед заливкой позволяет снизить содержание серы и фосфора до уровней, ранее считавшихся недостижимыми для массового производства. Это напрямую влияет на усталостную прочность деталей, работающих под вибрационной нагрузкой, например, в ветрогенераторах нового поколения с вертикальной осью вращения.
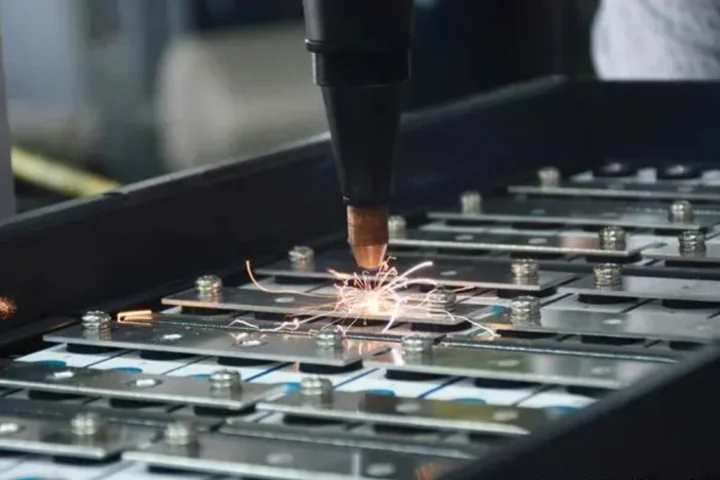
Важно отметить, что современная энергетика требует не только крупных узлов, но и тысяч прецизионных мелких компонентов, обеспечивающих работу систем управления и безопасности. Здесь на первый план выходят компании, способные интегрировать различные технологии обработки. Ярким примером такого комплексного подхода является ООО «Сучжоу Айсюнь Интеллектуальные Производственные Технологии». Специализируясь на изготовлении высокоточных мелких деталей, компания успешно сочетает возможности штамповки, механической обработки и литья (как металлического, так и пластикового). Их опыт создания критически важных элементов — от рабочих колес и разъемов до медицинских расходных материалов и автомобильных кронштейнов — демонстрирует, как отработанные технологии прецизионного производства могут быть адаптированы для нужд новой энергетики. Способность предоставлять комплексные решения, объединяя пластиковые пресс-формы и металлические функциональные элементы в единую цепочку поставок, становится важным конкурентным преимуществом для производителей сложного энергооборудования, где надежность каждого винта и разъема так же важна, как и целостность основного корпуса.
Сравнение технологий литья для энергетики 2026
| Параметр | Традиционное песчаное литье | Литье по выплавляемым моделям (LVM) | Гибридное литье (3D-стержни + Вакуум) |
|---|---|---|---|
| Точность размеров (класс точности) | CT 8–10 | CT 5–7 | CT 4–6 |
| Шероховатость поверхности (Ra) | 12.5 – 25 мкм | 3.2 – 6.3 мкм | 1.6 – 3.2 мкм |
| Применимость для сложных внутренних полостей | Ограничена | Высокая | Экстремально высокая |
| Себестоимость партии (до 100 шт.) | Низкая | Высокая | Средняя (оптимизирована) |
| Вероятность внутренних дефектов (поры) | Средняя | Низкая | Минимальная (благодаря вакууму) |
Как видно из таблицы, гибридные методы становятся золотым стандартом. Они позволяют создавать литьевые детали для оборудования новых источников энергии со сложнейшей геометрией каналов охлаждения, которые невозможно получить фрезеровкой из цельной заготовки без потери 60-70% материала. В условиях дефицита редких легирующих элементов (вольфрам, молибден) такая экономия сырья становится вопросом национальной безопасности.
Рыночная конъюнктура и ценообразование в рублях
Анализ котировок первого квартала 2026 года показывает интересную динамику. Несмотря на общую инфляцию, стоимость качественных отливок для энергетики стабилизировалась благодаря локализации цепочек поставок шихты и ферросплавов. Однако цена сильно дифференцирована в зависимости от класса сложности и требуемых сертификатов.
Базовые корпуса для инверторов солнечных станций и простые опорные элементы ветряков остаются в доступном сегменте. Средняя цена за килограмм готовой механически обработанной отливки из алюминиевых сплавов (АК12, АК21) варьируется в диапазоне 450–600 рублей. Для стальных корпусных деталей гидроаккумуляторов цена составляет 380–520 рублей за кг.
Совершенно иной порядок цифр наблюдается в сегменте высокотемпературных компонентов. Отливки из никелевых жаропрочных сплавов (типа ХН77ТЮР, ЭИ437Б) для газовых турбин и камер сгорания водородных котлов оцениваются в 4500–6200 рублей за килограмм. Здесь основная стоимость формируется не столько материалом, сколько контролем качества: обязательная рентгенография, ультразвуковая дефектоскопия и химический анализ каждой плавки.
«Рынок диктует новые правила: дешевле купить сырье и отлить самому, чем импортировать готовую деталь с риском брака и долгими сроками поставки через третьи страны», — комментирует ситуацию аналитик промышленного портала RusMetal.
Важно отметить, что в цену часто не включена постобработка. Термическая обработка (закалка, старение) для снятия внутренних напряжений добавляет к стоимости еще 15-20%. Для ответственных узлов энергетики это обязательный этап, игнорирование которого ведет к катастрофическим последствиям при эксплуатации.
Факторы, влияющие на конечную стоимость заказа
- Объем партии: При заказе свыше 500 единиц стоимость оснастки (форм, стержней) амортизируется, снижая цену единицы продукции на 25-30%.
- Сложность геометрии: Наличие тонкостенных элементов (менее 3 мм) требует применения специальных технологий заполнения формы, что удорожает процесс.
- Требования к сертификации: Наличие сертификатов НАКС (Национальное агентство контроля сварки) и соответствие новым ГОСТ Р 2025 года увеличивает цену на 10-15% из-за затрат на лабораторные испытания.
- Срочность: Экспресс-заказы (сроки менее 30 дней) тарифицируются с коэффициентом 1.4–1.6.
- Логистика: Доставка крупногабаритных отливок в удаленные регионы (Якутия, Дальний Восток) может составлять до 20% от стоимости изделия.
Адаптация к российскому климату и стандарты ГОСТ
Россия — страна контрастов, и оборудование, работающее в Сочи и в Норильске, сталкивается с принципиально разными вызовами. Литьевые детали для оборудования новых источников энергии, предназначенные для работы в Арктической зоне, должны обладать уникальным набором свойств. Главный враг здесь — хладноломкость.
В 2025-2026 годах был принят ряд обновлений в нормативную базу, в частности, новые версии ГОСТ, регламентирующие механические свойства металлов при температурах до -60°C и ниже. Производители обязаны проводить испытания на ударный вязкость (метод Шарпи) при экстремально низких температурах. Обычные конструкционные стали при таких условиях становятся хрупкими как стекло. Поэтому для северного исполнения применяются специальные низколегированные стали с добавлением никеля и меди, а также особые режимы термообработки, обеспечивающие мелкозернистую структуру.
Еще один критический аспект — защита от коррозии в условиях повышенной влажности и солевых туманов (для прибрежных ветропарков). Литьевые детали проходят многоступенчатую антикоррозийную обработку. Популярностью пользуются методы газотермического напыления цинка и алюминия непосредственно на поверхность отливки, что создает барьерный слой, устойчивый к воздействию морской соли десятилетиями.
Интересно наблюдать за адаптацией логистики. Крупные энергетические проекты часто реализуются в труднодоступных местах. Возможность отлить деталь максимально близко к месту монтажа, используя мобильные литейные комплексы или региональные заводы, становится конкурентным преимуществом. Это снижает риски повреждения при транспортировке и ускоряет ввод объектов в эксплуатацию.
Применение в конкретных секторах новой энергетики
Сфера применения современных отливок обширна и постоянно расширяется. Рассмотрим ключевые направления, где литьевые детали для оборудования новых источников энергии играют решающую роль.
Водородная энергетика
Водород — топливо будущего, но оно крайне агрессивно по отношению к металлу, вызывая явление «водородной хрупкости». Арматура, корпуса компрессоров и элементы электролизеров должны быть изготовлены из спецсплавов, устойчивых к насыщению водородом. Литье здесь позволяет создать монолитные корпуса без сварных швов, которые являются потенциальными точками утечки и разрушения. Точность литья критична для обеспечения герметичности соединений под высоким давлением (до 700 бар).
Малая атомная энергетика (ММР)
Строительство плавучих и наземных малых реакторов требует тысяч уникальных деталей. Корпуса насосов первого контура, элементы защитных оболочек, детали систем аварийного расхолаживания — все это продукция высокоточного литья. Требования к радиационной стойкости и надежности здесь максимальны. Любой дефект может привести к остановке блока на годы. Российские заводы освоили выпуск крупных отливок массой до 100 тонн для этих целей, используя уникальные литейные ковши и печи.
Геотермальная энергетика
На Камчатке и Курилах геотермальные станции работают с теплоносителем, представляющим собой сложный химический «коктейль» из солей, газов и абразивных частиц. Лопасти турбин и корпуса теплообменников подвергаются эрозионно-коррозионному износу. Литье из износостойких чугунов и сталей с повышенным содержанием хрома позволяет продлить ресурс оборудования в 2-3 раза по сравнению со сварными аналогами.
Ветроэнергетика нового поколения
Современные ветряки становятся гигантами. Длина лопасти превышает 100 метров, что предъявляет колоссальные требования к прочности ступицы (хаба) и подшипниковых узлов. Ступица ветрогенератора — это классический пример крупной отливки сложной формы, воспринимающей огромные динамические нагрузки. Ошибки в литье здесь недопустимы, так как замена ступицы на высоте 150 метров — операция крайне дорогая и рискованная.

Проблемы качества и контроль: взгляд изнутри
Несмотря на прогресс, отрасль сталкивается с вызовами. Главный из них — человеческий фактор и квалификация персонала. Дефицит опытных литейщиков и технологов ощущается остро. Автоматизация процессов помогает, но не заменяет полностью опыт мастера, способного «на глаз» определить температуру металла или качество формы.
Системы контроля качества вышли на новый уровень. Внедрение промышленного компьютерного томографирования позволяет видеть внутренние дефекты (раковины, трещины, включения шлака) в объеме детали, а не только на поверхности. Рентгеновский контроль стал обязательным для каждой критической литьевой детали для оборудования новых источников энергии. Данные сканирования сохраняются в цифровом паспорте изделия, который сопровождает его весь жизненный цикл.
Также растет роль неразрушающего контроля (НК). Ультразвуковые методы с фазированными решетками (Phased Array) позволяют обнаруживать микротрещины размером в доли миллиметра. Это повышает доверие заказчиков к отечественной продукции и позволяет конкурировать с лучшими мировыми образцами.
Перспективы развития и инвестиционная привлекательность
Сектор литья для новой энергетики находится в зоне активного инвестиционного интереса. Государственные программы поддержки импортозамещения и «зеленого» перехода предоставляют льготные кредиты и налоговые преференции предприятиям, модернизирующим свои мощности. Ожидается, что к 2028 году объем рынка вырастет на 40-50%.
Основные точки роста:
- Расширение номенклатуры жаропрочных сплавов собственного производства.
- Внедрение роботизированных линий зачистки и обработки отливок.
- Развитие кластерного подхода, когда литейный завод находится в непосредственной близости от сборочного производства энергооборудования.
- Цифровизация процессов: использование цифровых двойников для моделирования процесса затвердевания и прогнозирования дефектов еще до начала реальной плавки.
Для инвесторов и промышленных заказчиков важно понимать: покупка литьевых деталей для оборудования новых источников энергии — это долгосрочная стратегия. Экономия на качестве сегодня обернется многомиллионными убытками завтра из-за простоев и аварий. Надежный поставщик, обладающий собственным контролем полного цикла и соответствующими лицензиями, становится стратегическим партнером.
Региональная специфика и логистика в РФ
География России диктует свои условия логистики. Центры литейного производства сосредоточены преимущественно на Урале (Свердловская, Челябинская области), в Поволжье и частично в Сибири. Доставка готовой продукции в проекты на Крайнем Севере или Дальнем Востоке требует тщательного планирования.
Зимняя навигация и состояние дорог влияют на сроки поставок. Многие крупные энергопроекты закладывают в графики создание страховых запасов критических компонентов, включая отливки, на месте строительства. Это стимулирует развитие региональных литейных мощностей. Появление современных мини-заводов вблизи мест добычи ресурсов или строительства генерации становится трендом.
Кроме того, климатические условия транспортировки самих отливок требуют особой упаковки. Резкие перепады температур могут вызвать конденсацию влаги и начало коррозии еще до монтажа. Использование вакуумной упаковки с ингибиторами коррозии стало стандартом для ответственных поставок.

Заключение
2026 год подтвердил, что литьевые детали для оборудования новых источников энергии являются фундаментом технологического суверенитета России в сфере энергетики. Переход от импорта к собственному производству высокого качества состоялся, несмотря на внешнее давление. Технологии шагнули вперед, обеспечивая необходимую точность, надежность и адаптивность к суровым условиям эксплуатации.
Рынок продолжает трансформироваться, становясь более зрелым и требовательным. Заказчики все чаще смотрят не только на цену, но и на технологическую культуру производителя, наличие собственных лабораторий и репутацию. Для российских предприятий это шанс занять лидирующие позиции не только внутри страны, но и на рынках дружественных государств, где потребность в надежном энергооборудовании также растет экспоненциально.
Выбор правильного поставщика литья сегодня — это выбор энергетической безопасности завтра. Инвестиции в качественные компоненты окупаются бесперебойной работой станций, безопасностью персонала и сохранением экологии, что в эпоху «зеленой» повестки является главным активом любой компании.
Часто задаваемые вопросы (FAQ)
Какой срок изготовления типовой партии литьевых деталей для энергооборудования?
Срок зависит от сложности детали и объема партии. Для стандартных изделий из стали или чугуна партия до 100 штук изготавливается в течение 45-60 дней, включая разработку оснастки. Для сложных жаропрочных сплавов с полным циклом контроля срок может достигать 90-120 дней.
Можно ли заказать отливки по чертежам заказчика с адаптацией под российские ГОСТ?
Да, большинство ведущих литейных заводов РФ предлагают услуги инженерного сопровождения. Технологи проведут анализ чертежей, предложат изменения для улучшения технологичности литья и обеспечат соответствие готовой продукции актуальным стандартам ГОСТ Р и техническим регламентам Таможенного союза.
Гарантируют ли производители отсутствие внутренних дефектов в отливках?
Производители гарантируют соответствие деталей требованиям технического задания и нормативной документации. Это подтверждается протоколами неразрушающего контроля (рентген, УЗИ). Однако понятие «полное отсутствие дефектов» относительно: допускаются дефекты определенного размера и количества, не влияющие на работоспособность, согласно стандартам качества (например, классы дефектности по ГОСТ или внутренним спецификациям).
Работают ли литейные заводы с мелкими партиями для опытных образцов?
Да, многие предприятия имеют участки быстрого прототипирования, использующие 3D-печать форм и стержней. Это позволяет изготавливать опытные образцы (до 10 штук) в сжатые сроки (2-3 недели) для проведения испытаний перед запуском серийного производства.
Источники информации
- Министерство промышленности и торговли РФ — Отчеты по развитию машиностроения 2025-2026
- Федеральное агентство по техническому регулированию и метрологии (Росстандарт) — Новые ГОСТ на металлопродукцию
- Хабр — Раздел «Производство и литейное дело»: обсуждения технологий 2026 года
- Отраслевой портал «РусМеталл»: Аналитика цен на цветные и черные металлы
- AtomInfo.ru — Новости атомной энергетики и материалы по ММР









