


В условиях стремительной эволюции производственных процессов 2026 года, когда требования к эстетике и функциональности пластиковых изделий достигли беспрецедентных высот, двухцветное литьё под давлением перестало быть просто нишевой технологией для премиум-сегмента. Сегодня это фундаментальный сдвиг в парадигме массового производства, позволяющий создавать сложные композитные детали за один цикл без необходимости последующей покраски или склейки. Для российских инженеров и закупщиков, сталкивающихся с необходимостью адаптации продукции к экстремальным климатическим условиям и жестким стандартам ГОСТ, понимание нюансов этой технологии становится критически важным фактором конкурентоспособности. В данном материале мы проведем глубокий анализ текущего состояния рынка, разберем реальные ценовые модели в рублях, оценим технологические барьеры и выявим скрытые тренды, которые будут определять индустрию в ближайшем будущем.
«Двухцветное литьё под давлением в 2026 году — это не просто способ сделать деталь красивой. Это инженерный ответ на вызовы герметичности, тактильного комфорта и снижения веса конечного продукта при одновременном сокращении углеродного следа производства».
Технологическая революция: от концепции к массовому внедрению в РФ
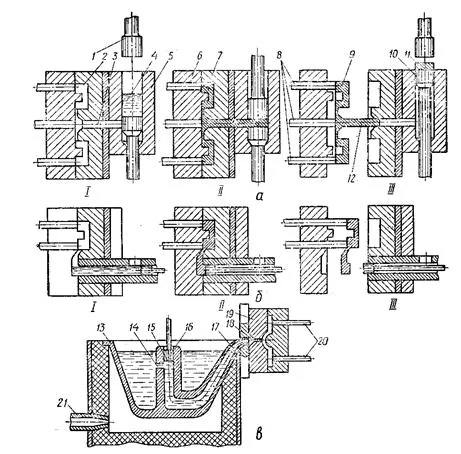
Суть процесса, известного в профессиональной среде как двухцветное литьё под давлением (или co-injection molding), заключается в последовательном или одновременном впрыске двух различных полимерных материалов в одну пресс-форму. Однако то, что еще пять лет назад требовало сложнейшей настройки и дорогостоящего оборудования, в 2026 году стало стандартом де-факто для многих отраслей российской промышленности. Ключевым драйвером этого перехода стала не только автоматизация, но и появление новых поколений термопластов, способных адгезировать друг к другу даже при значительной разнице температур плавления.
Российский рынок, долгое время ориентированный на импорт готовых изделий, сейчас переживает бум локализации производственных цепочек. Заводы от Калининграда до Владивостока активно модернизируют парк станков, устанавливая системы ротации форм и многокомпонентные инжекционные узлы. Особый акцент делается на адаптацию процессов к работе в условиях низких температур, что является уникальным требованием для отечественного производства. Если европейские линии часто работают в климатических цехах с постоянным микроклиматом, то российские реалии диктуют необходимость использования материалов, сохраняющих свои свойства при морозах до -50°C, что напрямую влияет на выбор пары полимеров для двухцветного литья под давлением.
Технологический скачок 2026 года также связан с внедрением интеллектуальных систем контроля качества непосредственно в цикл литья. Датчики давления и температуры, интегрированные в матрицу формы, позволяют корректировать параметры впрыска в реальном времени, минимизируя брак на стыке двух материалов. Это особенно важно при производстве медицинских изделий и автомобильных компонентов, где любая микротрещина на границе раздела фаз может привести к фатальным последствиям.
Ключевые преимущества перед традиционными методами
Переход на технологию двухцветного литья под давлением обусловлен рядом неоспоримых экономических и технических преимуществ, которые становятся очевидными при масштабировании производства:
- Исключение вторичной обработки: Отпадает необходимость в покраске, тампопечати или ультразвуковой сварке отдельных частей, что снижает себестоимость единицы продукции на 30-40%.
- Повышенная герметичность: Монолитная структура соединения двух материалов обеспечивает идеальную влаго- и пылезащиту, что критично для электроники и уличного оборудования.
- Эргономика и дизайн: Возможность сочетания жесткого каркаса (например, полиамида) и мягкого, приятного на ощупь покрытия (термоэластопласта) создает продукты с высоким потребительским качеством.
- Сокращение логистических издержек: Производство готового изделия за один цикл уменьшает потребность в складских площадях для полуфабрикатов и ускоряет время выхода на рынок (Time-to-Market).
| Параметр сравнения | Традиционная сборка (2 компонента) | Двухцветное литьё под давлением |
|---|---|---|
| Количество операций | 2 цикла литья + 1 операция сборки/склейки | 1 интегрированный цикл |
| Вероятность брака на стыке | Высокая (зависит от клея/сварки) | Минимальная (молекулярное сцепление) |
| Экологичность | Использование растворителей и клеев | Отсутствие химических связующих |
| Себестоимость (при тираже >10 тыс. шт.) | Базовая (100%) | Сниженная (~65-70%) |
Экономика процесса: ценообразование и инвестиции в 2026 году
Вопрос стоимости остается одним из самых острых для российских производителей, рассматривающих внедрение технологии двухцветного литья под давлением. В 2026 году структура затрат претерпела существенные изменения из-за колебаний курса рубля, изменений в логистике сырья и роста цен на энергоносители. Если ранее основным барьером входа была стоимость оборудования, то теперь фокус сместился на цену оснастки и квалификацию персонала.
Стоимость пресс-форм для двухкомпонентного литья в среднем на 40-60% выше, чем для традиционных одноцветных аналогов. Это обусловлено сложностью конструкции: наличием поворотных плит, дополнительных литниковых систем и прецизионных каналов охлаждения. На российском рынке цена на качественную форму среднего размера (для производства корпусов бытовой техники или автомобильных элементов) варьируется в диапазоне от 4,5 до 8 миллионов рублей. Срок изготовления такой оснастки составляет от 3 до 5 месяцев, что требует тщательного планирования бюджета.
Однако, если рассматривать удельную стоимость готового изделия, картина меняется кардинально. При тиражах свыше 50 000 единиц экономия становится очевидной. Отсутствие операций пост-обработки и снижение процента брака компенсируют высокие первоначальные вложения уже на втором году эксплуатации линии. Важно отметить, что цены на сырье (гранулят) для двухцветного литья под давлением также дифференцированы. Специализированные марки термопластов с гарантированной адгезией стоят дороже стандартных аналогов, но их использование является обязательным условием для получения качественного продукта.
Логистика сырья внутри России также играет важную роль в формировании итоговой цены. Производители, расположенные вблизи нефтехимических кластеров Татарстана или Башкирии, имеют преимущество в стоимости доставки базовых полимеров. В то же время, импортные добавки и красители, необходимые для создания сложных цветовых эффектов, подвержены валютным рискам, что заставляет технологов искать отечественные аналоги или оптимизировать рецептуры.
Факторы, влияющие на финальную стоимость изделия
При расчете экономической эффективности проекта необходимо учитывать множество переменных, каждая из которых может существенно изменить бюджет:
- Сложность геометрии: Наличие тонкостенных элементов, внутренних полостей и сложных переходов между материалами увеличивает время цикла и требования к точности формы.
- Тип используемых полимеров: Сочетание дешевых полиолефинов (PP, PE) с дорогими инженерными пластиками (PC, ABS, PA) создает широкий спектр ценовых вариантов.
- Требования к допускам: Изделия для медицинской или аэрокосмической отрасли требуют более дорогого оборудования и строгого контроля, что повышает цену единицы продукции.
- Объем партии: Эффект масштаба в двухцветном литье под давлением выражен сильнее, чем в любом другом процессе переработки пластмасс.
«Инвестиции в оснастку для двухкомпонентного литья окупаются не количеством произведенных деталей, а качеством этих деталей и отсутствием рекламаций от конечного потребителя. В 2026 году цена ошибки в проекте формы исчисляется миллионами рублей».
Адаптация к российским реалиям: климат, стандарты и логистика
Россия представляет собой уникальный полигон для тестирования любых пластиковых изделий. Перепады температур от -50°C зимой в Сибири до +40°C летом в южных регионах, высокая влажность, воздействие реагентов на дорогах — все эти факторы накладывают жесткие ограничения на выбор материалов и технологий. Двухцветное литьё под давлением в российских условиях должно гарантировать, что соединение двух разнородных материалов не разрушится при термическом расширении.
Одной из главных проблем, с которой сталкиваются инженеры, является различие в коэффициентах линейного теплового расширения (КЛТР) у разных полимеров. При резком охлаждении или нагреве материалы сжимаются или расширяются с разной скоростью, что создает внутренние напряжения на границе раздела. Для решения этой проблемы российские разработчики активно используют специальные промежуточные слои (tie-layers) и модифицируют поверхность первого компонента перед впрыском второго. Это позволяет создать буферную зону, гасящую механические напряжения.
Соответствие государственным стандартам (ГОСТ) является обязательным требованием для продукции, поставляемой на внутренний рынок, особенно в секторах автомобилестроения, строительства и медицины. В 2025-2026 годах был обновлен ряд нормативных документов, регламентирующих использование композитных пластиковых изделий. Теперь производители обязаны предоставлять протоколы испытаний на морозостойкость, УФ-стабильность и химическую стойкость именно для комбинированных структур, полученных методом двухцветного литья под давлением.
Логистика готовой продукции также выигрывает от применения данной технологии. Монолитные детали менее чувствительны к вибрациям при транспортировке по российским дорогам по сравнению со сборными конструкциями, где винтовые соединения или клеевые швы могут ослабнуть. Это снижает количество повреждений при доставке до конечного потребителя через маркетплейсы вроде Wildberries и Ozon, где доля возвратов из-за транспортных повреждений остается высокой.
Специфика применения в ключевых отраслях РФ
Различные секторы экономики предъявляют свои уникальные требования к технологии двухцветного литья под давлением:
- Автомобилестроение: Производство рулевых колес, рукояток КПП, элементов салона и бамперов. Главное требование — устойчивость к истиранию, поту и низким температурам.
- Бытовая техника: Корпуса электроинструментов, чайников, пультов управления. Акцент на тактильные ощущения (soft-touch) и защиту от влаги (IP-классы).
- Медицина: Одноразовые шприцы, корпуса диагностических приборов, элементы хирургических инструментов. Критична биосовместимость обоих материалов и возможность стерилизации.
- Строительство и ЖКХ: Фурнитура для окон, ручки для инструмента, элементы запорной арматуры. Требуется высокая устойчивость к ультрафиолету и атмосферным осадкам.
| Отрасль | Типичная пара материалов | Ключевое требование ГОСТ/ТУ |
|---|---|---|
| Автопром | PP + TPE (Полипропилен + Термоэластопласт) | Морозостойкость до -40°C, отсутствие миграции пластификаторов |
| Медицина | PC + Silicone (Поликарбонат + Силикон) | Биологическая инертность, стерилизуемость автоклавированием |
| Электроника | ABS + TPU (АБС-пластик + Термополиуретан) | Антистатические свойства, ударопрочность |
| Спорттовары | Nylon + Rubber (Нейлон + Резина) | Износостойкость, сцепление с поверхностью |
Тренды 2026 года: куда движется индустрия
Анализ рынка показывает, что двухцветное литьё под давлением в 2026 году выходит за рамки простого декорирования. Главным трендом становится функциональная интеграция. Производители стремятся объединить в одной детали несущие, защитные и эстетические функции, используя материалы с принципиально разными свойствами. Например, создание корпусов с встроенными антеннами из токопроводящего пластика или деталей с изменяемой жесткостью в разных зонах.
Еще одним мощным вектором развития является экологичность. В условиях глобального тренда на устойчивое развитие и ужесточения экологических норм в РФ, технология двухкомпонентного литья позволяет использовать переработанные материалы (рециклат) в качестве внутреннего слоя детали, оставляя внешний слой из первичного, визуально безупречного сырья. Это решает проблему утилизации отходов и снижает углеродный след продукта, не жертвуя его внешним видом.
Цифровизация процесса также набирает обороты. Использование цифровых двойников (Digital Twins) для симуляции процесса заполнения формы позволяет предсказать возможные дефекты еще до изготовления реальной оснастки. Российские инженерные бюро все чаще обращаются к отечественному ПО для моделирования течений расплава, что позволяет сократить количество пробных запусков и сэкономить дорогостоящее сырье. Искусственный интеллект используется для оптимизации параметров впрыска в реальном времени, адаптируясь к вязкости конкретной партии гранулята.
Также наблюдается рост спроса на микро-литье в двухцветном исполнении. Миниатюризация электроники и медицинских устройств требует создания сверхмалых деталей с высочайшей точностью совмещения материалов. Это направление требует особого класса оборудования и форм, способных работать с объемами впрыска менее 1 грамма.
Прогнозируемые направления развития
Эксперты выделяют несколько перспективных направлений, которые будут доминировать в ближайшие годы:
- Мульти материал-литье: Переход от двух к трем и более компонентам в одном цикле для создания изделий со сложной градацией свойств.
- Биоразлагаемые комбинации: Разработка пар полимеров, где оба компонента являются биоразлагаемыми, для одноразовой упаковки и медицины.
- Умные поверхности: Интеграция сенсорных панелей и подсветки непосредственно в структуру детали в процессе литья.
- Локализация оснастки: Полный цикл производства форм и комплектующих для машин внутри России, снижающий зависимость от импорта.
«Будущее двухцветного литья под давлением лежит не в плоскости красоты, а в плоскости умной функциональности. Деталь будущего будет сама решать задачи герметизации, электропроводности и амортизации, будучи изготовленной за один такт машины».
Практическое руководство: как выбрать подрядчика и избежать ошибок
Для компаний, планирующих внедрить продукцию, изготовленную методом двухцветного литья под давлением, выбор правильного партнера является решающим шагом. Рынок предложений широк, но уровень компетенций варьируется значительно. Ошибки на этапе проектирования или выбора исполнителя могут привести к потере миллионов рублей и затягиванию сроков вывода продукта на рынок.
Первое, на что следует обратить внимание, — это наличие собственного конструкторского бюро у потенциального подрядчика. Технология двухкомпонентного литья требует глубокой интеграции дизайна изделия и конструкции формы. Если поставщик предлагает просто «залить пластик в форму» без участия своих инженеров в разработке продукта, это красный флаг. Грамотный специалист должен провести анализ технологичности (DFM – Design for Manufacturing) еще на этапе 3D-модели.
Второй критический фактор — парк оборудования. Для качественного двухцветного литья под давлением необходимы машины с точной синхронизацией инжекционных узлов и надежными системами поворота форм. Наличие современного парка, прошедшего ТО и калибровку, гарантирует стабильность параметров от первой до миллионной детали. Также важно уточнить, работает ли завод с теми типами полимеров, которые требуются для вашего проекта, так как разные материалы требуют разных температурных режимов и скоростей впрыска.
Третий аспект — система контроля качества. Подрядчик должен иметь лабораторию для проведения адгезионных тестов, проверки геометрических размеров и климатических испытаний. Запросите образцы предыдущих работ, особенно тех, которые эксплуатируются в схожих с вашими условиями. Личный визит на производство и аудит процессов часто дают больше информации, чем любые презентации.
Чек-лист для оценки потенциального партнера
Используйте этот список вопросов при переговорах с заводами-изготовителями:
- Есть ли у вас опыт работы с конкретной парой материалов, которую я планирую использовать?
- Предоставляете ли вы услуги по проектированию и оптимизации конструкции под двухкомпонентное литье?
- Каков средний процент брака на ваших линиях для подобных проектов?
- Гарантируете ли вы соответствие продукции конкретным ГОСТам или техническим регламентам?
- Каковы сроки изготовления опытной партии и запуска в серию?
- Есть ли у собственная лаборатория для тестирования адгезии и климатических испытаний?
Заключение
Технология двухцветного литья под давлением в 2026 году утвердилась как один из столпов современной переработки пластмасс в России. Она предлагает уникальный баланс между экономической эффективностью, дизайнерской свободой и технической надежностью. Несмотря на высокие входные барьеры в виде стоимости оснастки и требований к квалификации персонала, долгосрочные выгоды от внедрения этой технологии неоспоримы. Для российского рынка, с его специфическими климатическими вызовами и растущими требованиями к качеству локальной продукции, двухкомпонентное литье становится не просто опцией, а необходимостью для выживания и развития в конкурентной среде.
Успех внедрения зависит от комплексного подхода: грамотного выбора материалов, тщательного проектирования оснастки и партнерства с проверенными производителями, обладающими необходимым опытом и оборудованием. Те компании, которые смогут освоить эту технологию уже сегодня, получат существенное преимущество в виде уникального продукта, сниженной себестоимости и высокой лояльности потребителей завтра.
Часто задаваемые вопросы (FAQ)
Вопрос: Насколько прочно соединение двух разных пластиков при двухцветном литье?
Ответ: Прочность соединения зависит от химической совместимости выбранных полимеров. При правильном подборе пары (например, полипропилен и совместимый ТЭП) достигается молекулярное сцепление, прочность которого приближается к прочности самого материала. Разрыв обычно происходит не по шву, а в теле детали. Для несовместимых пар используются механические защелки или специальные адгезивные прослойки.
Вопрос: Можно ли использовать вторичное сырье в технологии двухцветного литья?
Ответ: Да, это один из трендов 2026 года. Обычно рециклат используют для внутреннего, невидимого слоя детали, обеспечивающего жесткость, в то время как внешний слой формируется из первичного качественного сырья для достижения идеального внешнего вида и тактильных свойств.
Вопрос: Каков минимальный тираж, при котором двухцветное литье становится выгодным?
Ответ: Из-за высокой стоимости пресс-форм экономическая целесообразность наступает при тиражах от 10 000 – 20 000 штук. Для меньших партий стоимость единицы продукции может быть неоправданно высокой из-за амортизации оснастки. Однако для уникальных медицинских или аэрокосмических изделий высокая цена может быть оправдана функциональными требованиями.
Вопрос: Как влияет холодный российский климат на качество двухцветных деталей?
Ответ: Климат влияет критически, если неправильно подобрана пара материалов. При сильном морозе разные коэффициенты расширения могут привести к расслоению. Поэтому для России обязательно проведение климатических испытаний и использование специальных морозостойких марок полимеров, адаптированных под диапазон температур от -50°C до +50°C.









